
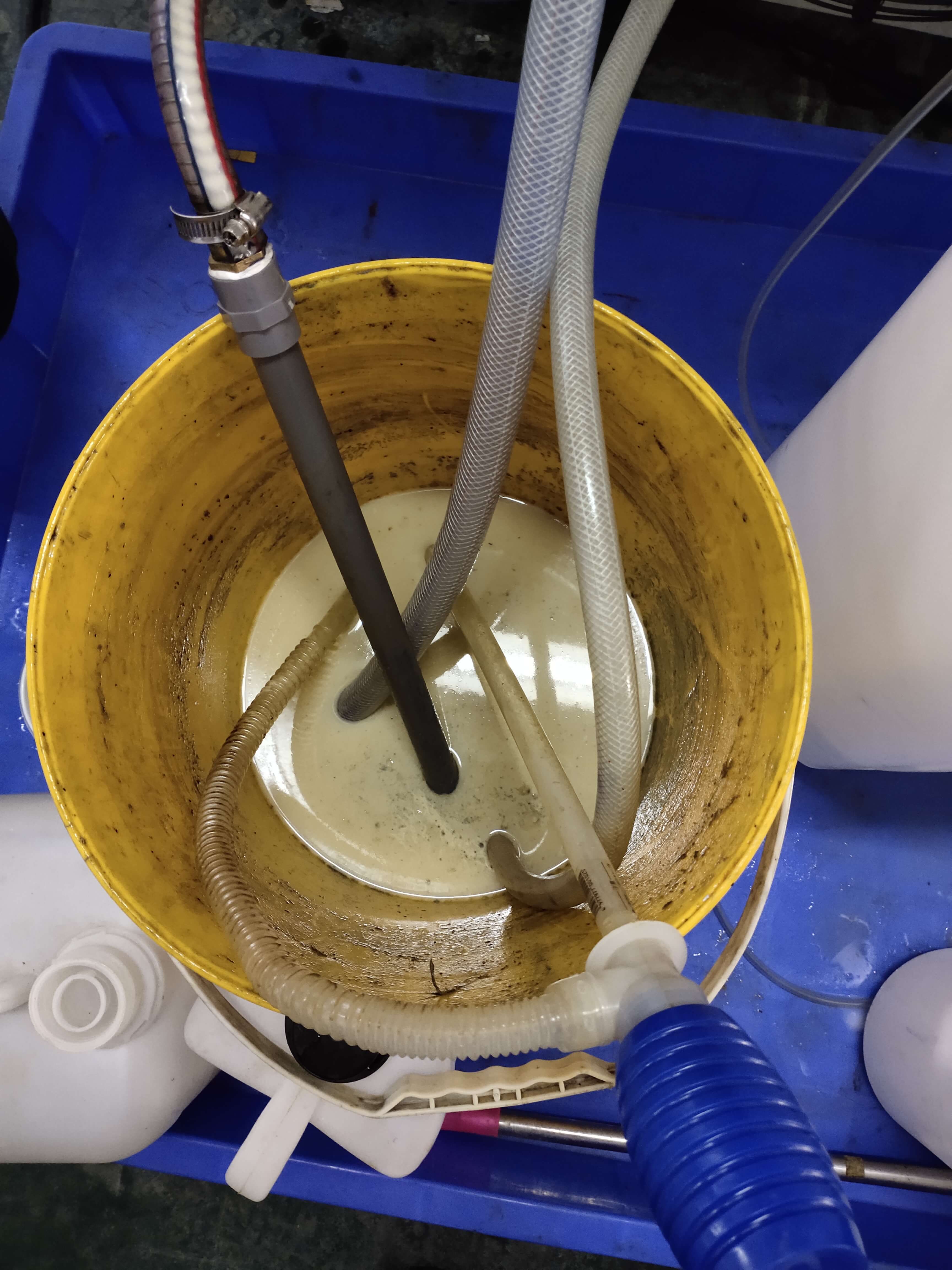
在CNC精密加工时切削液发臭变质的原因是什么呢?由于主轴滑道油与切削油流入集中槽,经加工使油变质形成一层油膜,将空气与水隔离。这样的情形在机械停止运行时,由于霉菌是厌氧性喜欢在无氧环境下繁殖在水中的霉菌开始以倍数激增,进而产生恶臭,更附着在油层里,设备运行时,将水吸入加工槽内藉由刀具的拍打形成雾气来达到散热的效能,但因为这样,所以作业员也跟着吸入同样附有霉菌、油卤、恶臭的雾气。
而脏污也黏着在机台内部里,长期下来更会使得机台精度大受影响,再者,切削液正常更换时间为一~三个月更换一次,如未定期更换会使切削液酸化变质进而腐蚀机台使其发生故障事件,或作业员时常接触酸化变质的切削液后会使得作业员皮肤起疹子,严重者甚至皮肤溃烂造成职业伤害。切削液对人体健康的危害实为巨大(发臭后吸入体内对肝,肺,皮肤皆有影响,越臭越毒)。
水溶性切削液变质发臭的原因之一是细菌的存在。细菌靠切削油内的矿物油脂肪、防腐蚀抑制剂及乳化剂的成份生存。如果没有控制好的话,它们能以很快的速率增殖。所产生的化学变化,使乳化液PH 值下降,破坏切削液稳定性。细菌孳生产生酸化反应,臭酸的味道是一种叫硫酸还原菌的滋生。








 粤ICP备19020899号
粤ICP备19020899号